Статья: Особенности шнекового прессования. Технология производства евродров Pini-kay
Шнековое прессование
![]() ВЫБРОШЕННЫЕ ДЕНЬГИ
ВЫБРОШЕННЫЕ ДЕНЬГИ
Ниже представлен материал, содержащий негативное мнение о шнековых прессах в общем и "Pini-Kay" в частности. Мы публикуем его без сокращений с тем, чтобы не мешать потенциальным покупателям этой технологии и инвесторам делать выводы, а также дать возможность дополнить этой нотой картину полученной из разных источников информации.
Словосочетания "Пини-Кей" и "шнековый пресс" - стали популярны в кругах, интересующихся брикетированием в России и СНГ. Как правило, эти люди хотят организовать свой бизнес на переработке древесных и других отходов в топливные брикеты и подыскивают максимально доступное по деньгам оборудование. Сегодня на рынке имеются дорогие, надежные и производительные гидравлические и механические пресса производства Германии и Дании, на этом фоне в разы меньшей ценой выделяется предложение шнековых прессов изготавливаемых в Белорусии и на Украине.
Заметьте, что в Евросоюзе не производят брикетировочных прессов по технологии "Pini-Kay", так что же представляет из себя шнековый пресс на самом деле? Посмотрим внимательнее, какие у этой технологии преимущества и недостатки.
Шнек, похожий на тот, что в мясорубке, только больше, приводимый во вращение мощным двигателем, продавливает опилочную массу через набор находящихся под нагревом (порядка 200оС) фильер.
В результате брикет выдавливается в виде непрерывной "колбасы", проходит по желобу-охладителю и затем нарезается в потребительский размер.
Высокое качество брикета

Брикеты, полученные на шнековом прессе, имеют квадратное или восьмигранное сечение с отверстием технологического происхождения по центру. Брикет формируется под воздействием сильного давления, развиваемого шнеком. По отношению к другим прессам, именно шнековый способ позволяет получать наиболее плотный (до 1,4 кг/дм3) и, следовательно, прочный брикет, что обуславливает его отличные потребительские качества. Этот вид брикета хорош для частного потребителя, похож на дрова, долго горит, может использоваться в бытовых каминах, печах, банях.
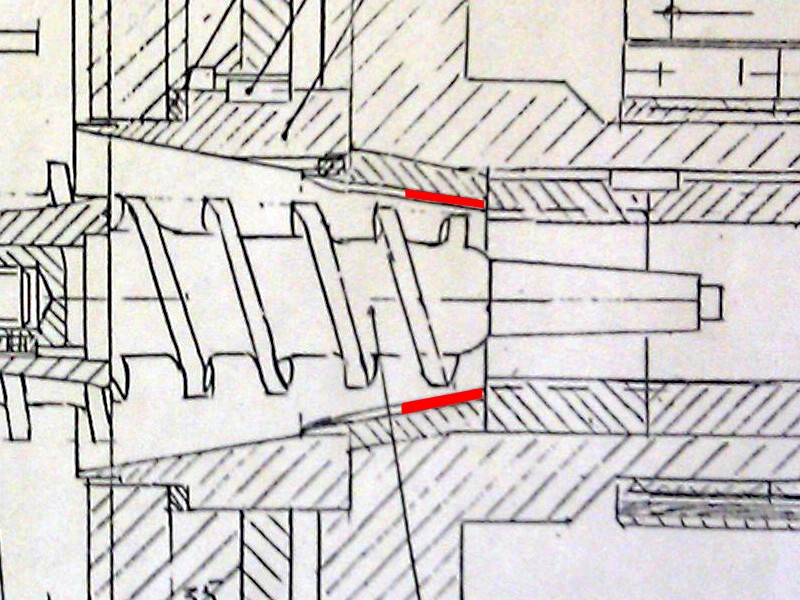
Наплавка шнека.

При эксплуатации шнекового пресса немедленно даст о себе знать одна неприятная технологическая особенность, лежащая к тому же в основе принципа его действия и поэтому неустранимая.
Дело в том, что помимо требуемой температуры, необходимым условием формирования брикета является точный и постоянный зазор между шнеком и первой фильерой в зоне давления. Для разных видов опилок и прочих материалов эта величина подбирается индивидуально.
Шнек, вращаясь, создает давление на материал по касательной, что не только энергетически неэффективно в принципе (энергопотребление шнекового пресса в два раза выше, чем у гидравлического или механического), но и приводит к постоянному износу рабочей поверхности шнека. В зависимости от степени абразивности материала (наличия грязи, примесей, индивидуальных свойств сырья) шнек более или менее быстро изнашивается и зазор, о котором говорилось выше, меняется. Этот параметр необходимо постоянно контролировать, шнек по мере износа менять.
Скорость износа шнека зависит от используемого сырья и материала наплавки. В случае работы на древесных опилках необходимость его замены наступает после выдавливания 10-30 тонн брикета. Но и до замены шнека в процессе работы идет его износ, меняются зазоры, требуется пресс останавливать и производить регулировки. Соответственно качество брикета в процессе износа шнека плавно ухудшается, брикет несколько раз за смену перестает формироваться вовсе. Понятно, что о стабильном качестве в таких условиях говорить проблематично.
Следует отметить, что другие материалы, например торф, лузга подсолнечника, солома имеют более высокую абразивность и скорость износа шнека увеличивается в разы.
Изнашивается в основном первый виток шнека, на который приходится основное давление, на него и наносится упрочняющее покрытие. Обычно это делается сварщиком прямо на производстве с помощью газовой горелки и порошка (или проволоки) на основе карбидов вольфрама. Витки шнека восстанавливаются сварщиком на глаз приблизительно, поэтому качество брикета, изготовленного на восстановленном шнеке подвержено воле случая. Лучшим решением может быть сдавать шнеки для восстановления на производство, где есть соответствующее оборудование.
Высокие издержки
Из недостатков шнекового способа прессования следует отметить высокие эксплуатационные издержки и низкое операционное время загрузки оборудования. Причин этому несколько:
- необходимость остановок для замены шнека;
- необходимость ручного контроля нескольких параметров - зазора между фильерой и шнеком, температуры нагрева фильеры, влажности;
- невозможность автоматизации;
Работа шнекового пресса сопровожлается постоянными остановками для настройки зазоров, прочисток, замен шнека и др. Для выполнения перечисленных работ необходим квалифицированный персонал, высоко влияние человеческого фактора.
Реальный достижимый коэффициент загрузки такого оборудования значительно ниже, чем у других прессов. На реальных производствах загрузка пресса «Пини-кей» обычно составляет 0,5, или даже 0,3 от номинальной производительности. Это означает, что хотя пресс "Пини-кей" от некоторых производителей и может демонстрировать на хорошем сырье показатели, превышающие номинальные, но месячные или годовые показатели будут значительно меньше.
Улучшить ситуацию можно организационными методами, но это сложно и эксплуатационные издержки все равно будут высокими. Для обслуживания пресса: регулировки зазоров, замен шнеков и пр., вам понадобится команда квалифицированных специалистов. Влияние человеческого фактора при эксплуатации этого оборудования чрезвычайно высоко.
Низкая энергоэффективность
При прессовании с помощью шнека усилие на сдавливаемый материал идет по касательной, что приводит к высоким удельным затратам электроэнергии. Для сравнения реальное потребление ударно-механического или гидравлического пресса порядка 55 КВТ /тонну готовой продукции. Энергопотребление пресса Pini-Kay - 150 КВт/т.
Экскурс в историю
Если сделать несколько поисковых запросов на тему брикетирующего оборудования в русскоязычном интернете, то легко обратить внимание, что в большинстве случаев речь ведется именно о прессе «Пини-кей», причем в основном белорусского производства. Исторически один такой оригинальный пресс был завезен в прошлом веке в Беларусь немецким предпринимателем, который нанял для работы на нем местный персонал. В процессе перестроечных перипетий пресс этим персоналом был скопирован, адаптирован (не в лучшую сторону) к местным производственным условиям и размножен в чертежах, которыми сейчас и пользуются все его производители, представленные в интернете.
Считаем необходимым отметить, что информация о своей продукции поставщиками этого оборудования дается недостоверная, недостатки принижаются или умалчиваются вовсе. Вопреки распространяемому ими мнению, в этой технологии нет ничего передового, сегодня нигде в Европе пресса «Пини-кей» не производятся, само подобное оборудование почти нигде в Европе не эксплуатируется и считается неконкурентоспособным. Компании "Pini-Kay" из Австрии давно не существует.
Кроме копий оригинального Пини-кея, есть еще фирмы в России и Украине, выпускающие недорогие шнековые пресса, в основе которых лежат советские разработки для брикетирования силоса. Это оборудование обладает всеми, перечисленными выше, фирменными недостатками шнековых прессов, плюс имеет ряд дополнительных - ненадежно и попросту не выдерживает длительной работы на таком материале, как опилки. Негативные отзывы об этих прессах можно получить повсеместно.
Выводы
Возьмем на себя смелость утверждать, что если у вас не хватает денег на покупку нормального оборудования, но есть в достаточном количестве сырье для производства брикетов, воспользуйтесь какой-нибудь из схем финансирования, чем покупать шнековый пресс, особенно в комплекте с примитивной сушилкой, которая добавит проблем вполоть до полной невозможности производить что-либо, как мы можем наблюдать сегодня в местах таких инсталляций. Например, заметьте, что сегодня даже в Китае работают оригинальные пресса C.F.Nielsen, закупленные в Дании. На них утилизируются отходы мебельных производств, перерабатывается вторичная древесина и отходы пилорам.
Размер инвестиций в полный цикл производства брикетов годовым объемом 10-15 тыс.тонн, начиная от измельчения горбыля и балансов, при гарантированном сбыте, составляет 400-600 тысяч евро. Такие производства мы рекомендуем делать на базе оборудования ударно-механического типа фирмы C.F.Nielsen a/s, Дания . В этом варианте вы получите 1-2 человека в смену обслуживающего персонала, стабильно высокую (до К=0,9) загрузку этого оборудования и окупаемость проекта за 1-2 года. Это оборудование полностью автоматическое и никогда не подведет.
Если объем сырья небольшой и его не надо сушить, то подойдет гидравлический пресс для выпуска брикета РУФ.
С другой стороны, понятно, что основная роль при принятии решения о закупке брикетирующего оборудования отводится цене. Если Вы все же остановили свой выбор на шнековом прессе Pini-Kay, будьте готовы каждодневно решать обозначенные выше проблемы.